
 中文版
中文版 ENGLISH
ENGLISH
设备展示

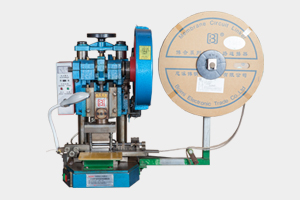
2.54冲件按PIN定位电动铆压机
型号:B-M2.54-APD-1
用途:
慈溪博明电子工贸有限公司生产的2.54冲件按PIN定位送料电动铆压机可铆压博明博合系列2.54U、2.54A1、2.54A2、2.54A3等冲件。
冲件PIN数可由定位槽和定位模块按要求轻松配搭完成,可完成1P-25P的铆压操作。
能让用户在降低设备投入成本的同时达到多样化生产。设计合理的铆压设备能更加保证薄膜电路的可靠性与稳定性。
一、设备配置:电动冲床一台、铆压模具一套、挂料架一个、定位模块2个、脚踏开关一个、工作照明灯一台。
二、操作步骤(以下左右方向均为操作人员面对设备操作时来设定):
1、冲件挂料架固定于冲床右侧(配套有2枚固定内六角来锁定);设备通电;将冲床左端电箱上“行程选择”开关设定于单次,不可设定于连续位置。(注:设备通电后不可 随意按手动开关或踩踏脚踏开关,以免伤人)。
2、将盘装冲件放置于冲件挂料架上,冲件从盘内拉出勿折压,经导流轮入定位送料区域。新开封冲件未铆压前无尾料带,有尾带后可将尾带放入料带整流导轮。
3、冲件按实际铆压所需数量,将指定定位模块放入指定定位槽桩,放下定位送料手柄入产品料带定位孔,由右向左推动冲件直至到达定位模块,冲件入铆压区域(第一次铆压前先如此操作一遍查看需铆压数量是否正确后方可重复操作,以免由于放置错误的定位模块或定位模块放置于错误的定位槽导致产品的损失)。
4、按要求送入指定数量的冲件后,将薄膜线路片材需铆压金属印刷线路放于对应冲件上(片材右端可靠住片材限位板),放置正确后按手动开关或踩下脚踏开关一次,单次铆压即告完成。重复操作即可完成重复铆压生产。
三、定位槽与定位模块配搭解析:
定位槽:定位槽凹位共7个,7个凹位的宽度均为5.08;定位槽凸位共8个,左右两个宽度为2.54,中间6个宽度为5.08。凹位即可做限位作用,将定位模块放入指定凹位 即可起到设定所需送料数量的绝对作用。
定位模块:一套铆压磨具配套2个定位模块,即可完成1P-25P的产品铆压。
43定位模块:一面标注4-24;另一面标注3-23
52定位模块:一面标注5-25;另一面标注2-22
定位模块PIN数详解(以下解析均为将定位模块由右向左按顺序放入定位槽内为准,同一模块同一面由右向左顺序放入定位槽的PIN数间隔均为4PIN;左右和向面均为操作人员面对设备操作时来设定)
43定位模块,4↔24面由右第一个凹槽向左顺序放入7个定位凹槽可设定的PIN数:0---4---8---12---16---20---24
43定位模块,3↔23面由右第二个凹槽向左顺序放入6个定位凹槽可设定的PIN数:3---7---11---15---19---23
52定位模块,5↔25面由右第一个凹槽向左顺序放入7个定位凹槽可设定的PIN数:1---5---9---13---17---21---25
52定位模块,2↔22面由右第二个凹槽向左顺序放入6个定位凹槽可设定的PIN数:2---6---10---14---18---22
四、保养说明:
1、博明电子已对每台所售设备进行完整的调试及试运行,包括铆压力度、精度及设备耐久运行。使用方将设备拆封后放于光线充足的平整台面,接上电源即可进行生产。 无需进行调试,如有必要进行调试请咨询我司专业人员后方可进行。
2、设备每次运行前各润滑点 必须按时添注适量润滑油。
3、铆压模具必须保持时刻整洁,可用气吹或毛刷清洁,勿存铜屑及其他杂质。
4、非专业人士请勿随意拆卸冲床及模具。必须拆卸时可联系博明电子,经公司专业人员指导后方可进行。
5、2个定位模块请勿丢失,如有丢失请及时和博明电子联系配购。
五、作业安全要求:
把冲件放入铆压区域内,片材对准铆压时,操作人员双手不可进入铆压区域,以免伤人。
六、保修说明:
1、 此设备的整套铆压模具,博明电子提供终身免人工费维修。
2、 更换配件需收取配件成本费用。
3、 设备维修期间从使用厂家来回博明公司的运费由使用厂家承担。
七、免责声明:
1、未按照保养说明进行保养、机器老化、人为、外部不可抵抗力等损坏;未按作业要求操作引致人员受伤,博明电子不承担任何责任。
2、使用我司铆压设备,建议同时使用我司为您提供的冲件。如用我司的铆压设备铆压非我司提供的冲件引致的设备、铆压模具及产品的损失,博明电子概不负责
制造商:慈溪博明电子工贸有限公司 中国・浙江省慈溪市掌起镇任佳溪横筋中路23号
电话:(0086)0574-63759916 www.cxdm.cn boimi@126.com
新一代设备的各项更新,博明公司将不进行同步已售设备更新

